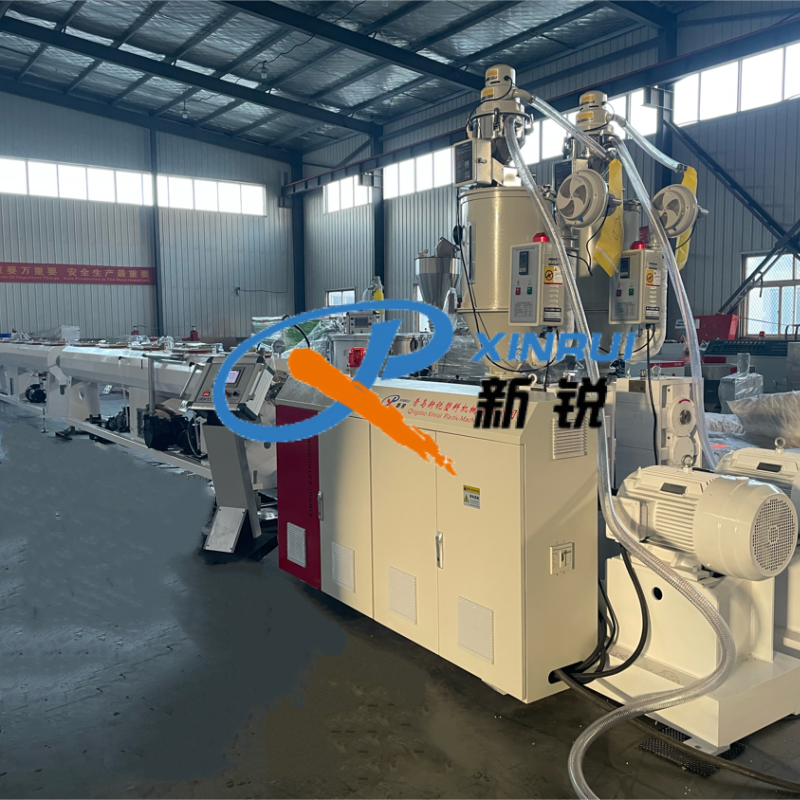
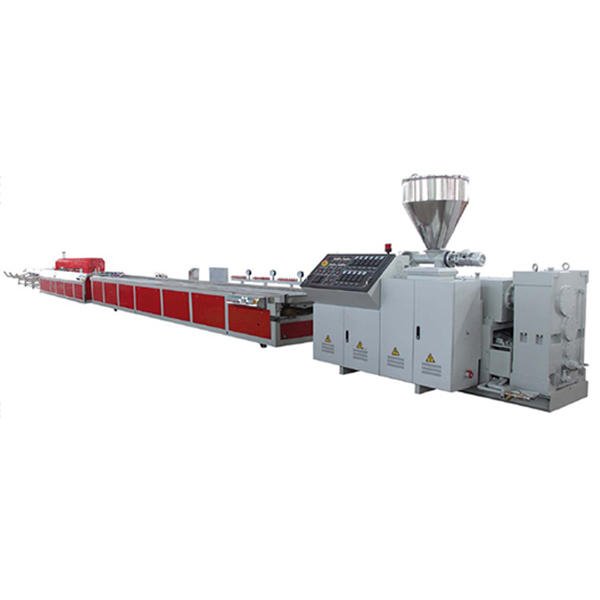
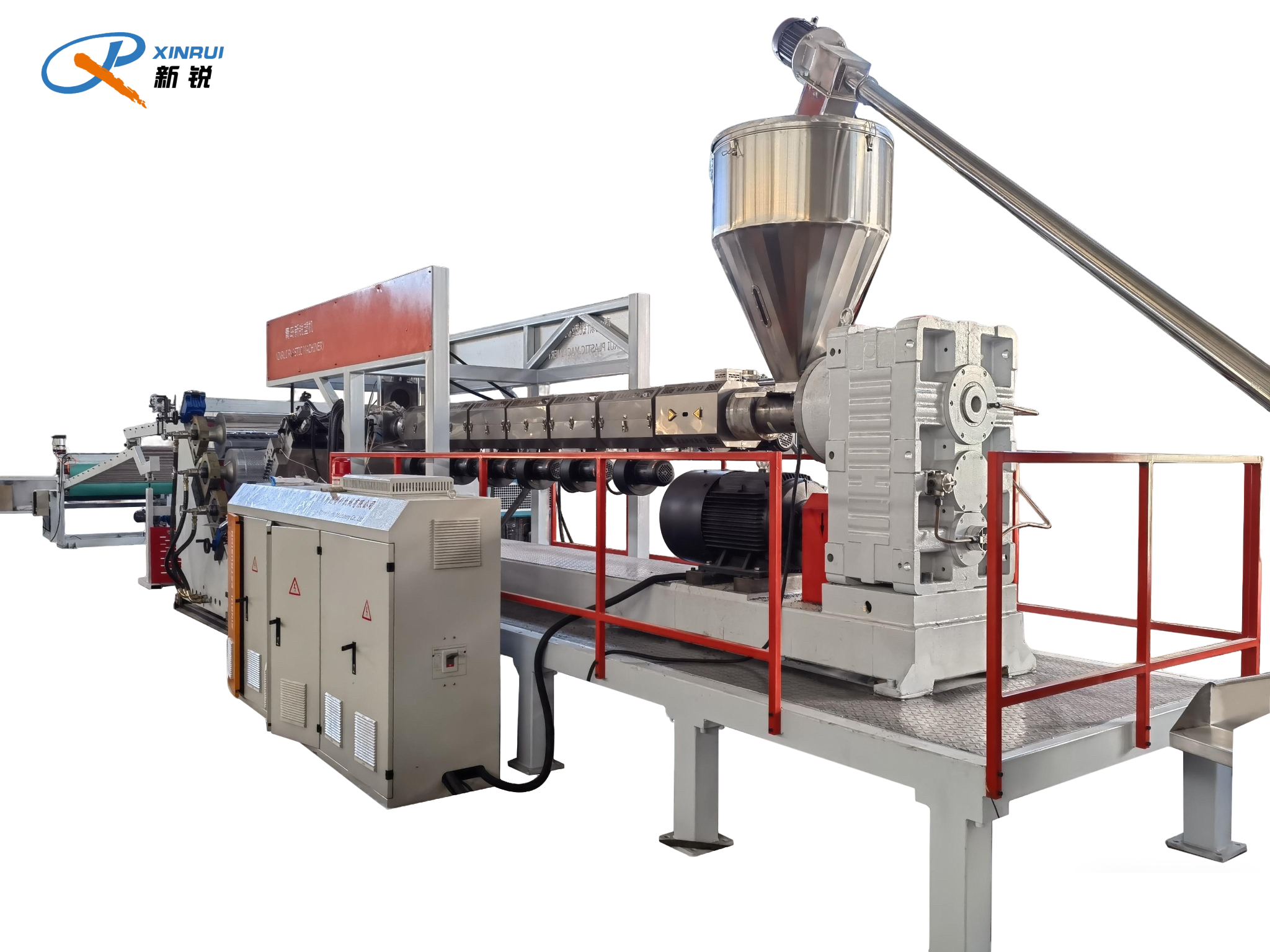
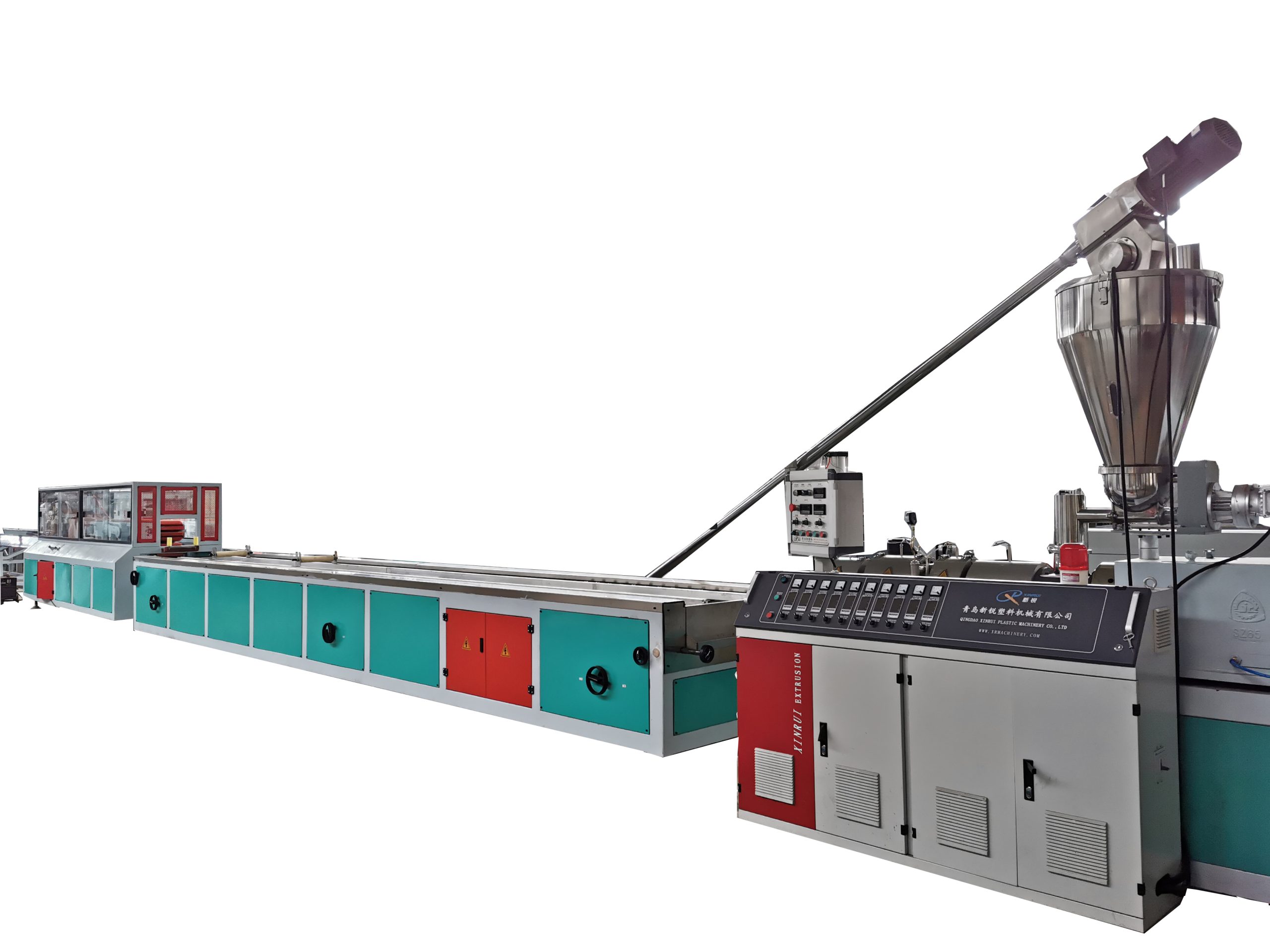
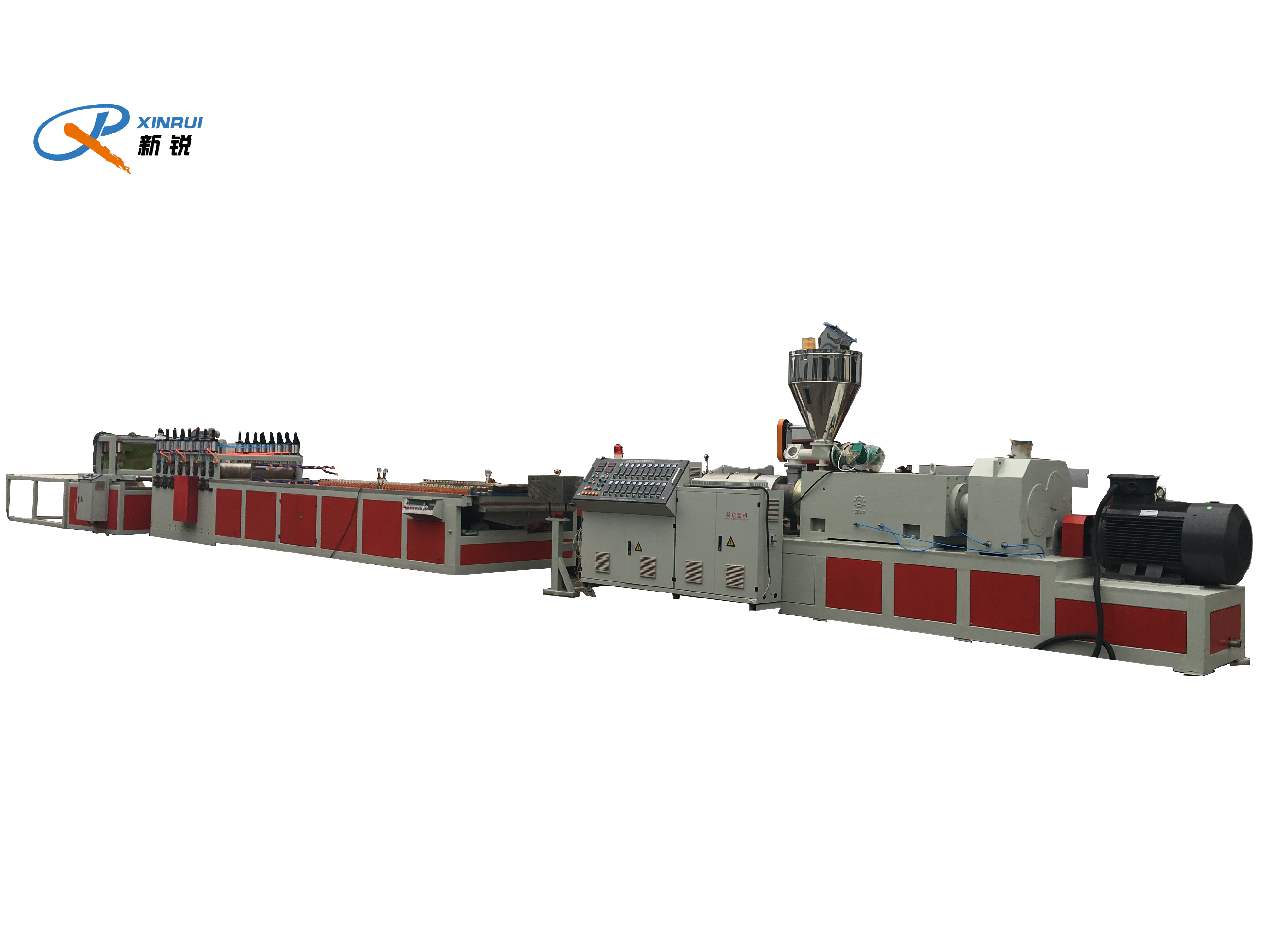
Enkelskruvsextruder
Funktion: Är "hjärtat" i linjen. Ansvarig för att smälta polyuretangranulat och skapa en homogen smälta, som kontinuerligt matas under tryck till formen.
Process: Skruven roterar inuti en uppvärmd cylinder, fångar upp granulerna, blandar dem, smälter dem och homogeniserar dem (skapar en homogen massa utan luftbubblor) och pressar sedan smältan genom en form.
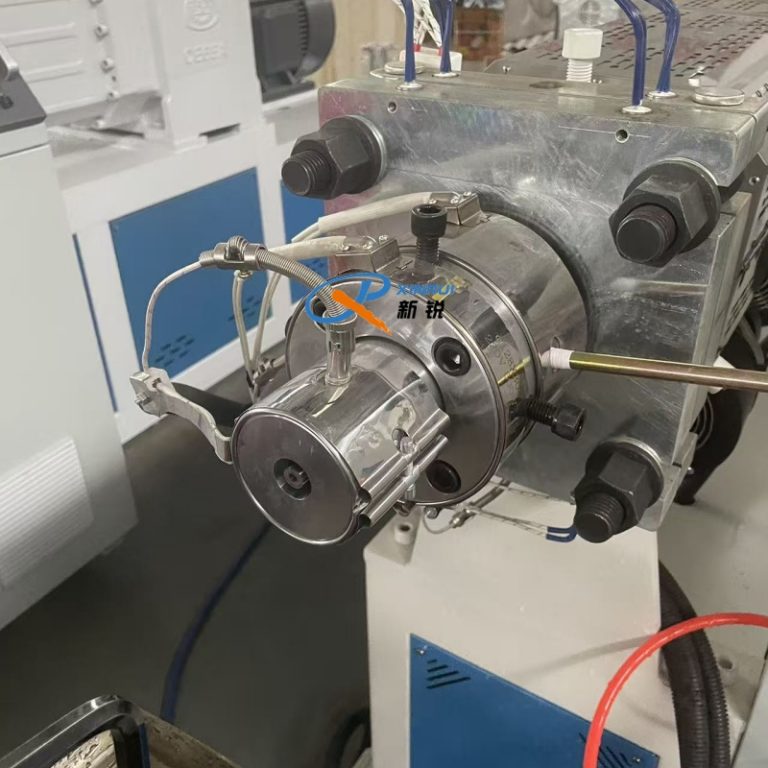
Die (extruderingshuvud)
Funktion: Formar smält polyuretan till ett ihåligt rör med specificerade inre och yttre diametrar.
Funktionsprincip: Smältan passerar genom det ringformiga gapet mellan dornen (bildar den inre diametern) och formen (bildar den yttre diametern). Tryckluft tillförs ofta genom dornen för att förhindra att röret kollapsar tills det svalnar.
Kylbad
Funktion: Kylning och initial kalibrering av röret efter att ha lämnat formen.
Process: Det varma och böjliga röret placeras i ett slutet vattenbad där det svalnar snabbt och jämnt för att fixera dess form och storlek. Ofta i början av badet används en vakuumkalibrator - en anordning som skapar ett vakuum som trycker röret mot de kylda väggarna för att få en perfekt rund och exakt ytterdiameter.
Bläckstråleskrivare
Funktion: Applicera permanenta markeringar på den yttre ytan av ett kylt rör.
Vad skrivs ut: Tillverkarens logotyp, materialnamn (till exempel PU, Polyuretan), dimensioner (till exempel Ø6×4 mm), tillverkningsdatum eller annan viktig information.
Diameter meter
Funktion: Kontinuerlig automatisk styrning av ytterdiametern på det färdiga röret.
Funktionsprincip: Icke-kontakt skannar röret med en laserstråle, beräknar den exakta diametern och jämför den med en given standard. I händelse av avvikelse skickar den en signal till operatören att justera extruderingsparametrarna (hastighet, temperatur), vilket säkerställer stabil produktkvalitet.
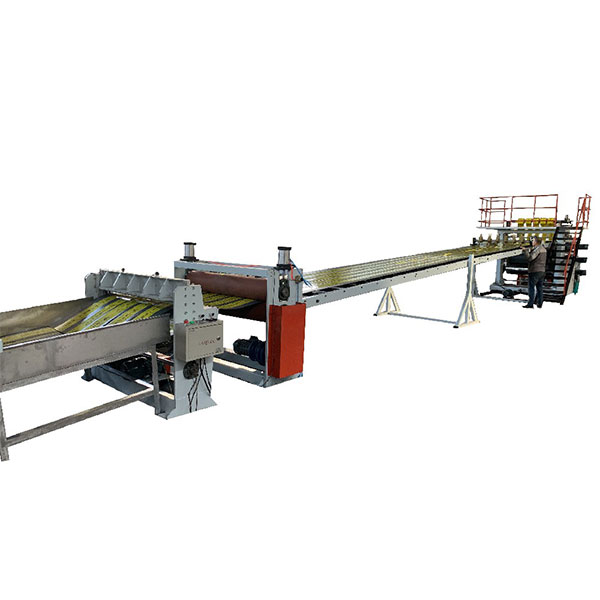
Draganordning
Funktion: Säkerställer konstant och enhetlig rörelse av röret längs hela längden av linjen från extrudern till lindaren.
Viktigt: Synkroniserar ritningshastigheten med hastigheten på materialet som lämnar formen. Detta förhindrar rördeformation (sträckning eller dragspelsbildning) och stabiliserar hela processen.
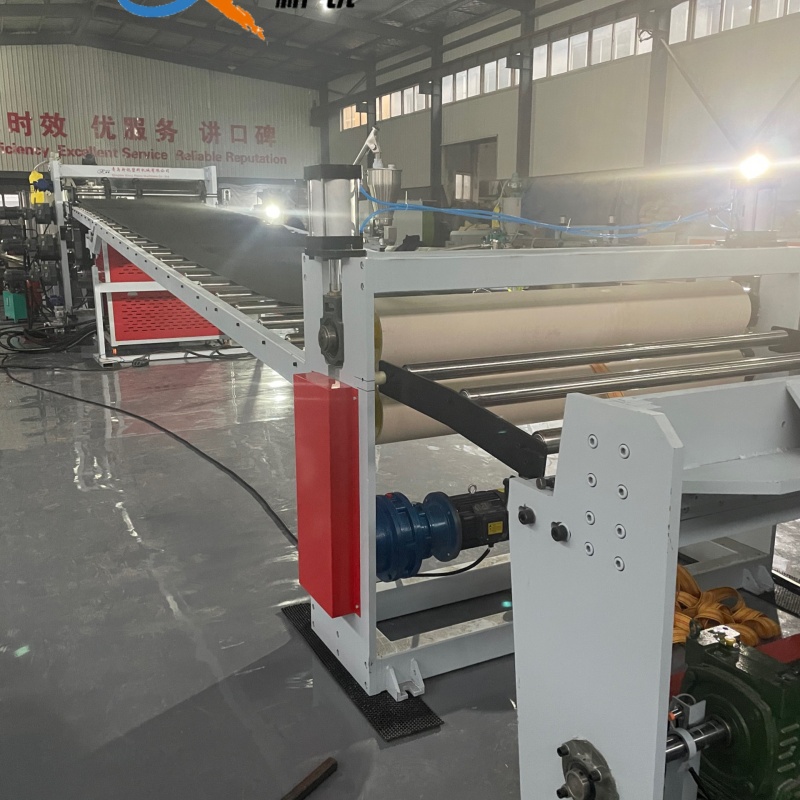
Winder
Funktion: Linda försiktigt upp det färdiga röret på en spole eller rulle för transport och förvaring.
Typer: Det finns trummor (för långa spolar) eller roterande (för lindning på enskilda rullar med automatisk växling utan att stoppa linan). Bibehåller den specificerade spänningen för att inte sträcka eller deformera röret.